Unsere Siegelgeräte. Für Ihren Verpackungsprozess.
Schützen Sie Ihre Instrumente vor Re-Kontamination: Erfahren Sie mehr über das zuverlässige Verpacken von Instrumenten mit einem Balken- oder Durchlauf-Siegelgerät.
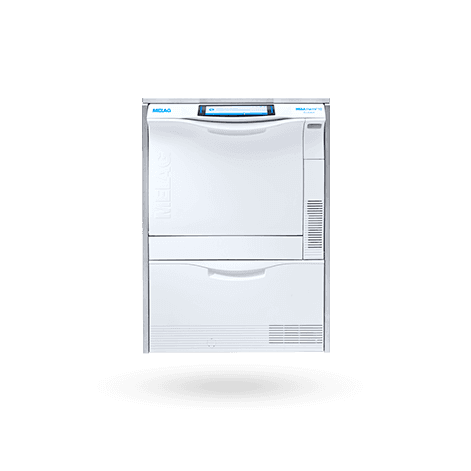
Das kompakte Durchlauf-Siegelgerät mit großem Smart-Touch Display passt nicht nur in jede Aufbereitungszeile, sondern auch zu jedem Instrumenten-Aufkommen.
Kritisch eingestufte Medizinprodukte werden nach der Reinigung und Desinfektion verpackt sterilisiert. Bitte beachten Sie beim Verpacken von Einzelinstrumenten mit einem Siegelgerät die folgenden Anforderungen der EN ISO 11607:
Folienverpackung max. zu 75 % füllen, Mindestabstand von 3 cm zwischen Siegelnaht und Instrument, Mindestbreite der Siegelnaht von 6 mm, Überstand hinter der Siegelnaht von mindestens 1 cm, beim Öffnen die Peel-Richtung der Folienverpackung beachten
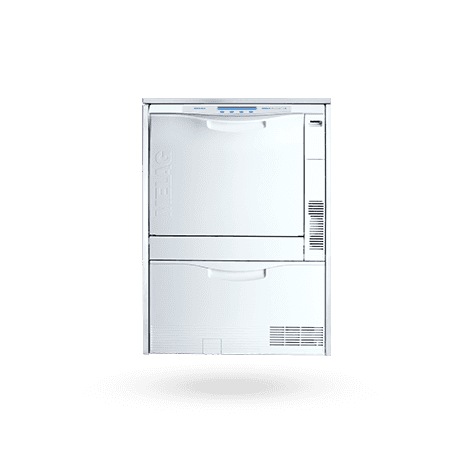
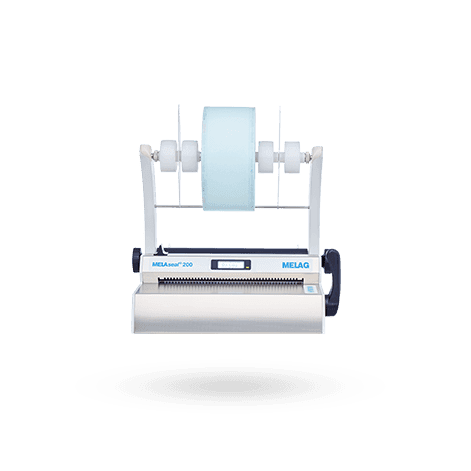
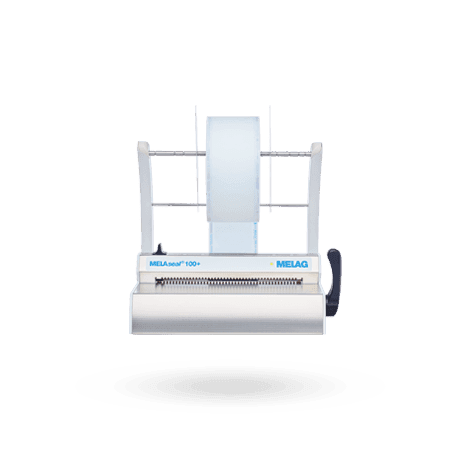
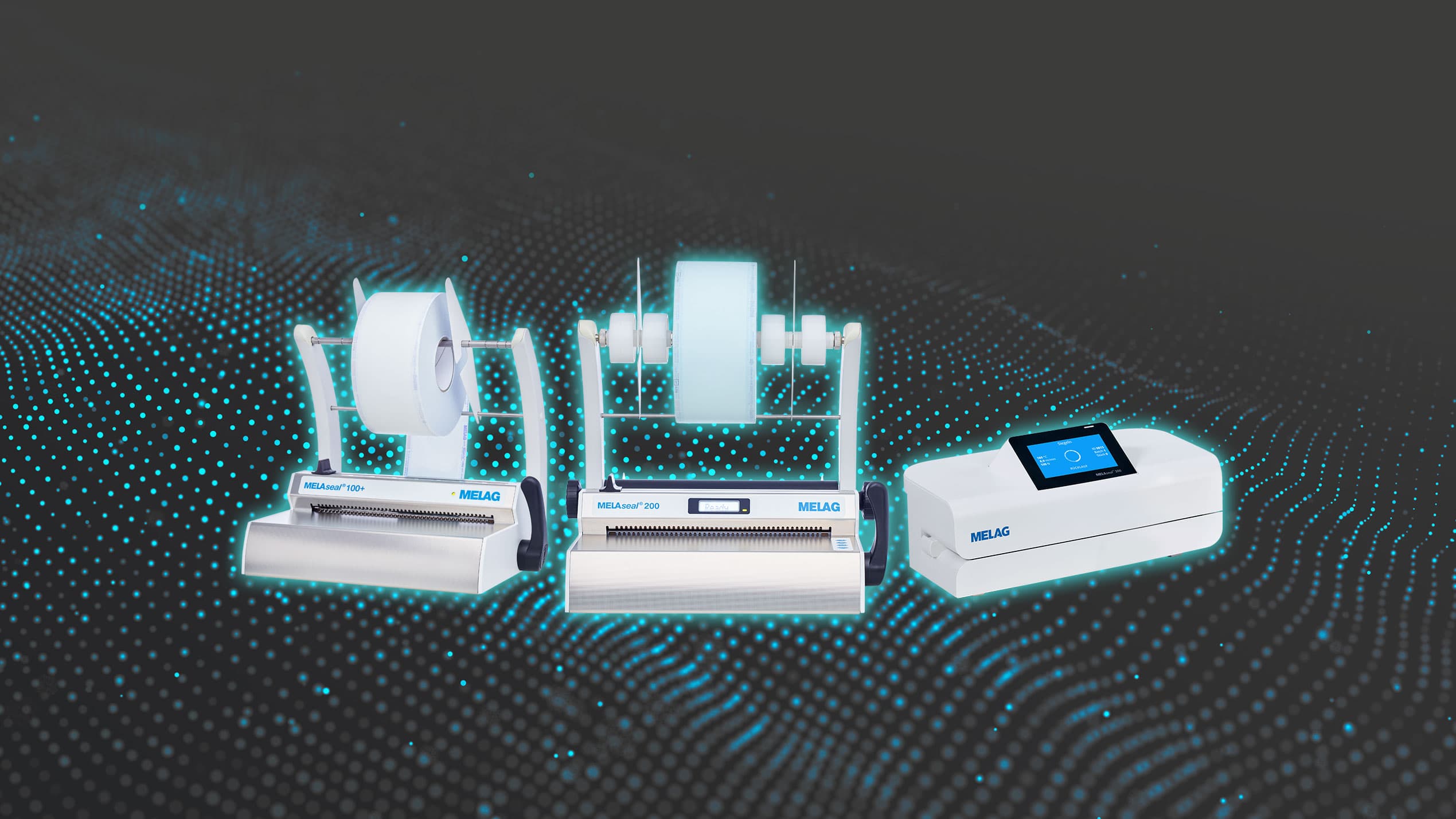
Kompakte Balkensiegelgeräte sind kostengünstigere Lösungen für das Verpacken von Einzelinstrumenten. Durch die intuitive Bedienung werden mit den Balkensiegelgeräten zuverlässige Siegelnähte erstellt, die der Norm DIN 58953-7 entsprechen. Die Bauweise mit integriertem Schneidemesser und die verfügbaren Rollenhalter machen MELAseal 200 und MELAseal 100+ zum idealen Siegelgerät mit geringer Aufstellfläche.
Ein Durchlaufsiegelgerät ist die ideale Lösung für ein erhöhtes Aufkommen an zu verpackenden Instrumenten. Der automatische Einzug der Folienverpackung sichert effiziente Arbeitsabläufe.
MELAseal Pro bietet zusätzlich den Vorteil einer gerillten Siegelnaht mit einer Breite von 14 mm. Die Beschaffenheit der Siegelnaht garantiert maximale Sicherheit bei der Sterilgutlagerung sowie besonderen Komfort beim Öffnen der Folienverpackung.
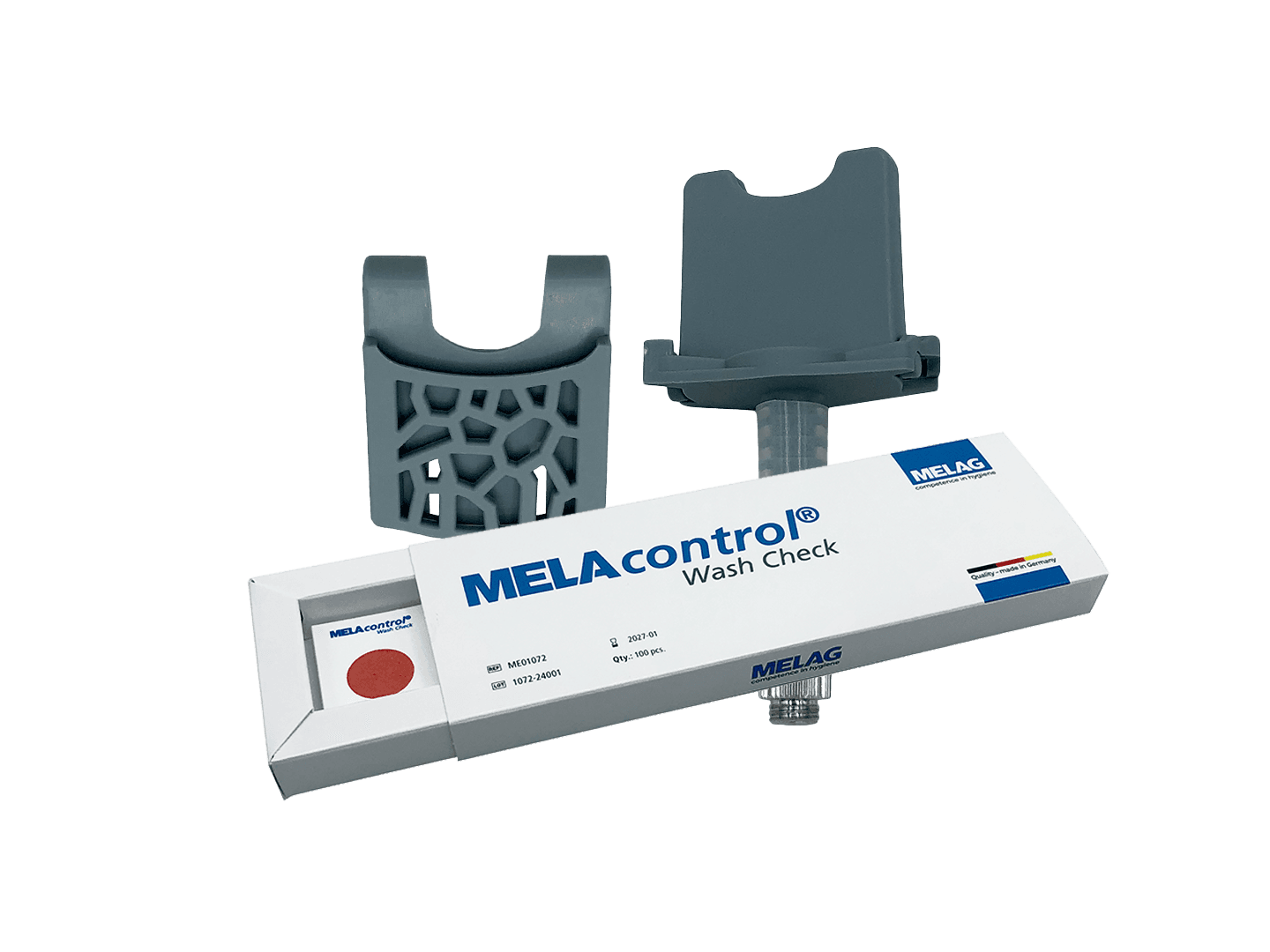
Vertrauen ist gut, Kontrolle ist besser: Mit unseren Seal Checks, Tintentests und Siegelnahtfestigkeitsprüfung erfolgt die Kontrolle schnell und kostengünstig.
Eine zuverlässige Siegelnaht wird nur gewährleistet, wenn die Parameter Siegeltemperatur, Siegeldauer und Siegeldruck eingehalten werden. Mit regelmäßigen Prüfungen verifizieren Sie so die Qualität der Siegelnähte.
Einmal täglich vor Praxisbeginn muss eine Probesiegelnaht hergestellt und geprüft werden. Es erfolgt eine visuelle und eine mechanische Prüfung in Form des Peel-Tests. Hierfür legen Sie bitte die versiegelte Folienverpackung einem Sterilisationszyklus im Autoklaven bei. Nach der Entnahme aus dem Autoklaven werden die Siegelnähte langsam entlang der Peel-Richtung auseinandergezogen. Per Sichtkontrolle wird anschließend geprüft, ob sich die Folie durchgehend von der Papierseite gelöst hat. Durch das Öffnen der Folienverpackung darf es zu keiner Abfaserung des Papiers von mehr als 10 mm kommen. Bitte dokumentieren Sie die Ergebnisse des Peel-Tests und aller weiteren Routine-Prüfungen nachweisbar. Zur Dokumentation steht Ihnen ein Vordruck der MELAG Checkliste als Download zur Verfügung.
Für die arbeitstägliche Prüfung der Siegelnaht steht der MELAG Seal Check als Prüfmittel zur Auswahl. Der MELAG Seal Check verifiziert die Siegelnaht sicher und effizient: Durch den Kontrast auf dem Druckmuster ist es schnell und einfach möglich, das korrekte Verschmelzen der Folienschicht mit der Papierseite zu überprüfen. Der in eine Folie eingelegte Seal Check ist erfolgreich, wenn die gesamte Siegelnaht eine gleichmäßige Verfärbung und scharfe Konturen aufweist. Zur sicheren Dokumentation der routinemäßigen Prüfungen eines Siegelgeräts bieten wir Ihnen die MELAconnect App. Mit Hilfe der App erfolgt die Archivierung des Seal Checks schnell und einfach per Kamera Ihres Smartphones oder Tablets.
Noch genauer erkennen Sie mögliche Unregelmäßigkeiten der Siegelnaht mit dem wöchentlichen Tintentest MELAcontrol Ink Test. Auch dieses Prüfmittel von MELAG entspricht der Norm DIN EN ISO 11607-1 und ASTM F1929-12. Der Tintentest wird in eine Klarsicht-Sterilisierverpackung eingelegt und versiegelt. Danach wird die Tinte aus dem Test-Beutel in Richtung der Siegelnähte herausgedrückt. Mit der austretenden Tinte lassen sich die Siegelnähte an allen vier Seiten der Verpackung prüfen. Unregelmäßigkeiten, Fehlstellen oder Kanäle in den Siegelnähten werden durch den etwaigen Eintritt der Tinte schnell sichtbar.
Zur jährlichen Überprüfung der Siegelnaht auf Zugfestigkeit bieten wir den Siegelnaht-Festigkeitstest als Routinekontrolle und zur Validierung von Verpackungsprozessen mit MELAG Siegelgeräten an. Der Siegelnahtfestigkeitstest ist ein genormtes Prüfverfahren zur Leistungsbeurteilung Ihres Siegelgeräts nach DIN EN 868-5, Anhang D. Der Test wird für garantiert valide Ergebnisse mit einer hochmodernen elektronischen Prüfmaschine durchgeführt. Für die Durchführung des MELAG Siegelnaht-Festigkeitstests steht Ihnen das Auftragsformular zum Download bereit. Im Formular werden für Sie alle relevanten Schritte zur Durchführung des Siegelnaht-Festigkeitstests abgebildet.
YouTube-Inhalt aktivieren
Um dieses Video abzuspielen, erlauben Sie bitte Cookies und andere externe Dienste von YouTube.
YouTube-Inhalt aktivieren
Um dieses Video abzuspielen, erlauben Sie bitte Cookies und andere externe Dienste von YouTube.
Funktionsweise Siegelgeräte
Durchlaufsiegelgeräte vs. Balkensiegelgeräte
Das Durchlaufsiegelgerät MELAseal Pro und das Balkensiegelgerät MELAseal 200 erfüllen höchste Ansprüche an Zuverlässigkeit und Effizienz. Beide Siegelgeräte produzieren normkonforme Siegelnähte, sind validierbar und bieten eine rechtssichere Dokumentation der prozessrelevanten Siegelparameter Druck, Temperatur und Zeit. Der Unterschied liegt in der Erfüllung des quantitativen praxistypischen Bedarfs an zu verpackenden Instrumenten.
Persönliche Beratung – maßgeschneidert auf Sie.
Wenden Sie sich an einen unserer 10 Experten vor Ort:Wir beraten Sie persönlich und finden gemeinsam die optimale Hygienelösung für Ihre Anforderungen.
Fazit: Siegelgerät für das Verpacken von Instrumenten
In Arzt- und Zahnarztpraxen spielt die Sterilisation von medizinischen Instrumenten eine zentrale Rolle, um eine sichere und infektionsfreie Behandlung zu gewährleisten. Siegelgeräte sind entscheidend für die Aufrechterhaltung der Sterilität medizinischer Instrumente, indem sie diese in speziellen Sterilisationsbeuteln luftdicht versiegeln. Dies schützt die Instrumente vor Kontamination durch Bakterien, Viren und andere schädliche Mikroorganismen bis zu ihrem nächsten Einsatz.
Ein Siegelgerät arbeitet hierfür typischerweise mit Hitze, um die Ränder der Sterilisationsbeutel zu verschmelzen und so eine dichte Naht zu schaffen. Die Bedienung des Gerätes ist einfach und erfordert nur das Einlegen des Beutels in das Gerät, das Einstellen der benötigten Temperatur und Druck, und das Starten des Siegelvorgangs. Moderne Siegelgeräte bieten oft einstellbare Parameter, die es ermöglichen, die Siegelbedingungen optimal auf die Materialart und Dicke des Beutels abzustimmen.
Um eine konstante Leistung und Zuverlässigkeit zu gewährleisten, überwachen moderne Siegelgeräte die relevanten Prozessparameter und dokumentieren diese auf einem Datenträger. Zudem sollten regelmäßig Tests wie der Peel-Test und Seal-Check durchgeführt werden, um sicherzustellen, dass die Siegelnaht den medizinischen Standards entspricht. Solche Tests helfen, frühzeitig eventuelle Mängel im Siegelprozess zu erkennen und zu beheben.
Die Auswahl des geeigneten Siegelgeräts hängt von mehreren Faktoren ab, darunter die Art der zu versiegelnden Instrumente, die Menge der täglich zu verarbeitenden Beutel und die spezifischen Anforderungen der Praxis. In medizinischen Einrichtungen kommen verschiedene Typen von Siegelgeräten zum Einsatz, insbesondere Balkensiegelgeräte und Durchlaufsiegelgeräte, die sich in ihrer Funktionsweise und Anwendung unterscheiden.
Balkensiegelgeräte, auch als Impulsschweißgeräte bekannt, nutzen eine Schweißschiene mit integriertem Heizdraht, der sich nach dem Anschalten erwärmt. Sie eignen sich hervorragend für Praxen mit geringerem Siegelbedarf, da sie jede Siegelnaht einzeln erzeugen. Diese Geräte sind einfach zu bedienen und benötigen aufgrund der kurzen Heizphasen weniger Energie.
Im Gegensatz dazu sind Durchlaufsiegelgeräte für höhere Durchsatzmengen ausgelegt. Sie besitzen ein Förderband, das die zu versiegelnden Beutel automatisch durch das Gerät transportiert, wodurch sie eine effiziente und zeitsparende Lösung für Einrichtungen mit hohem Aufkommen an zu versiegelnden Instrumenten bieten. Durch ihre kontinuierliche Betriebsweise sind Durchlaufsiegelgeräte ideal für größere Kliniken oder Zahnarztpraxen, die eine schnelle und fortlaufende Verarbeitung benötigen.
Hochwertige Siegelgeräte bieten verstellbare Temperatur- und Druckeinstellungen, die eine individuelle Anpassung an verschiedene Materialien und Beutelgrößen ermöglichen.
Häufige Fragen
Damit Instrumente bis zum nächsten Einsatz am Patienten sicher aufbewahrt werden, müssen sie steril und kontaminationsgeschützt verpackt werden. Um die Zuverlässigkeit und die daraus resultierende Sicherheit der Siegelnähte an den Verpackungen zu überprüfen, werden routinemäßige Prüfungen wie z.B. der Siegelnaht-Festigkeitstest angeboten. Diese Prüfungen sollten, nach Festlegung von regionalen Behörden, in zeitlichen Intervallen durchgeführt werden.
Im Krankenhaus-Bereich werden darüber hinaus seit vielen Jahren Siegelgeräte eingesetzt, die bei jedem Siegelvorgang eine automatische Überprüfung der drei Prozessparameter Temperatur, Anpressdruck und Siegelzeit vornehmen und dokumentieren. Der Einsatz solcher validierbaren Geräte ist für den niedergelassenen Bereich derzeit nicht gesetzlich vorgeschrieben, wird jedoch regional unterschiedlich, bei Praxisbegehungen gefordert. Wenn allerdings in einer niedergelassenen Arzt- oder Zahnarztpraxis die Anschaffung eines neuen Siegelgerätes ansteht, empfiehlt es sich, ein validierbares Siegelgerät zu berücksichtigen. Dieses gewährleistet eine reproduzierbare Sicherheit durch eine kontinuierliche Überwachung und Dokumentation der Prozessparameter.
Die MELAG Siegelgeräte MELAseal Pro und MELAseal 200 verfügen über eine nach EN ISO 11607-2 erforderliche Überwachung der Prozessparameter und über Dokumentationsschnittstellen zur Ausgabe der Siegelprotokolle.
In der Richtlinie 93/42/EWG werden die Anforderungen an Medizinprodukte definiert. Nach Artikel 1 der Richtlinie handelt es sich um ein Medizinprodukt, wenn Abschnitt 2 der 93/42/EWG anwendbar ist.
Weder im Abschnitt 2a, in dem Produkte beschrieben werden, die zur Anwendung im oder am menschlichen Körper bestimmt sind, noch im Abschnitt 2b zum Zubehör eines Medizinproduktes gibt es eine Beschreibung des Siegelgeräts und dessen Anwendung. Auch der Anhang IX Klassifizierungskriterien umfasst keine Definition zur Beschreibung eines Siegelgerätes als Medizinprodukt.
Somit zählen Siegelgeräte nicht zur Klasse der Medizinprodukte. MELAG orientiert sich dennoch sicherheitshalber bei der Entwicklung und Produktion von Siegelgeräten an der Richtlinie 93/42/EWG.
Transport, Kommissionierung und Lagerung von sterilen Medizinprodukten, einschließlich der hierfür erforderlichen Verpackung und Kennzeichnung, wird in der Norm DIN 58953 8:2010 geregelt. Nach Abschnitt 7.2 hängt der Verlust der Sterilität weniger von der Lagerdauer als von äußeren Einflüssen während der Lagerung, dem Transport und der Anwendung ab. Eine vertretbare Lagerdauer für Praxis und Klinik kann daher nicht allgemeingültig festgelegt werden.
Die Empfehlung zur Lagerdauer von Medizinprodukten lautet wie folgt: Papier- und Klarsichtverpackungen nach DIN EN 868-5 oder andere gleichwertige Verpackungen können in geschützter Lagerung (in Schubladen, Schränken) 6 Monate aufbewahrt werden. Die Lagerdauer der Instrumente darf jedoch nicht das individuell festgelegte Verfallsdatum überschreiten.
Verpackungssysteme (Kombination aus Sterilbarrieresystem und Schutzverpackung) können 5 Jahre, sofern keine andere Verfallsfrist vom Hersteller festgelegt ist, gelagert werden. Unverpackte Instrumente sollten zeitnah innerhalb von 24 bis 48 Stunden zur Anwendung kommen.
Für die Lagerung von sterilen Medizinprodukten gilt, dass die Räume trocken, dunkel, kühl und leicht zu reinigen sein müssen. Zusätzlich dürfen sie dem allgemeinen Verkehr nicht zugänglich sein. Es wird somit eine geschützte Lagerung der Instrumente in Räumen und Schränken der Raumklasse II nach DIN 1946-4:2008-12 empfohlen.
Mit MELAfol erhalten Sie eine perfekt auf die MELAG Siegelgeräte abgestimmte Klarsicht-Sterilisierverpackung nach EN 868-5, als Rolle oder als Beutel in vielen Größen. MELAfol ist reißfest, keimdicht und bequem zu öffnen. Entdecken Sie unsere MELAfol-Produkte für eine sichere Instrumentenlagerung nach der Sterilisation und Freigabe.
Ein Siegelgerät dient in der Instrumentenaufbereitung dazu, Sterilisationsbeutel oder -folien sicher und absolut reproduzierbar zu verschließen, sodass die darin verpackten, zuvor sterilisierten Instrumente bis zur Anwendung zuverlässig barrieregeschützt bleiben. Nach der Reinigung, Desinfektion und Sterilisation werden die Instrumente in geeignete Sterilisationsverpackungen eingelegt, die anschließend im Siegelgerät mittels definierter Parameter wie Temperatur, Siegelzeit und Anpressdruck verschweißt werden. Dieser kontrollierte Prozess stellt sicher, dass jede Siegelnaht gleichbleibend dicht und stabil ist und die normativen Anforderungen erfüllt. Nur durch eine korrekt ausgeführte und dokumentierte Versiegelung kann verhindert werden, dass Keime oder andere Verunreinigungen von außen in die Verpackung gelangen und den Sterilzustand gefährden. Damit trägt das Siegelgerät maßgeblich dazu bei, die Sterilität der Instrumente während Lagerung, Transport und Bereitstellung zu bewahren und somit eine sichere Anwendung am Patienten zu gewährleisten.
Es gibt in der Instrumentenaufbereitung im Wesentlichen zwei Gerätetypen von Siegelgeräten, die sich in Funktionsweise und Leistungsumfang unterscheiden. Durchlaufsiegelgeräte arbeiten kontinuierlich: Die Sterilisationsbeutel oder -schläuche werden einfach in die Einzugsöffnung geführt, automatisch transportiert und mit gleichbleibender Geschwindigkeit versiegelt. Dadurch erreichen sie einen besonders hohen Durchsatz und sind ideal für Praxen oder Kliniken mit großem Instrumentenaufkommen.
Impulssiegelgeräte arbeiten hingegen im Taktbetrieb. Hier wird der Beutel manuell eingelegt, und die Siegelung erfolgt nach dem Schließen des Siegelarms oder durch Aktivierung der Siegelplatte. Diese Geräte sind kompakter, benötigen weniger Platz und eignen sich gut für geringere bis mittlere Mengen an Siegelgut.
Beide Gerätetypen können validierbar sein, was im medizinischen Bereich entscheidend ist. Unabhängig von der Bauart muss das Siegelgerät eine konstante und reproduzierbare Prozessqualität gewährleisten – nur so kann sichergestellt werden, dass jede Siegelnaht die Anforderungen an Stabilität, Dichtheit und Normkonformität erfüllt.
Für den Einsatz von Siegelgeräten in der Instrumentenaufbereitung gelten klare Normen und Vorgaben, die sowohl die Anforderungen an das Verpackungsmaterial als auch an den Siegelprozess selbst definieren. Zentral sind dabei die DIN EN ISO 11607-1 und DIN EN ISO 11607-2.
Die DIN EN ISO 11607-1 beschreibt die grundlegenden Anforderungen an Sterilbarrieresysteme und deren Verpackungsmaterialien. Sie legt fest, welche Eigenschaften eine Sterilisationsverpackung besitzen muss, um den Sterilgutstatus während Sterilisation, Lagerung, Transport und Anwendung sicher gewährleisten zu können.
Die DIN EN ISO 11607-2 regelt die Anforderungen an die Prozessvalidierung des Siegelverfahrens. Sie fordert, dass der Siegelprozess nachweislich beherrscht und reproduzierbar ist – also mit konstanten Parametern wie Temperatur, Druck und Zeit arbeitet. Dadurch wird sichergestellt, dass jede Siegelnaht zuverlässig und stabil ist.
Ergänzend gelten materialbezogene Normen, insbesondere die EN 868-Reihe, die weitere spezifische Anforderungen an Sterilisationsverpackungen beschreibt, z. B. hinsichtlich Festigkeit, Durchstoßwiderstand oder Materialaufbau.
Neben den Normen sind auch die Herstellerangaben der Siegelgeräte und Verpackungsmaterialien verbindlich. Sie geben an, unter welchen Bedingungen das jeweilige Produkt normkonform betrieben werden kann und welche Parameter eingehalten werden müssen, um ein gültiges und sicheres Siegelresultat zu erzielen.
Ein validierbarer Siegelprozess bedeutet, dass die drei entscheidenden Prozessparameter Temperatur, Druck und Zeit (TDZ) kontinuierlich überwacht, aufgezeichnet und bewertet werden, um eine gleichbleibend sichere Qualität der Siegelnähte nachweisen zu können. Ein solcher Prozess erfüllt die Anforderungen der DIN EN ISO 11607-2 und ermöglicht es, jederzeit nachzuweisen, dass jede einzelne Siegelung unter kontrollierten und stabilen Bedingungen stattgefunden hat.
Dazu gehört auch die Validierung im Rahmen von IQ/OQ/PQ:
IQ (Installation Qualification) überprüft, ob das Siegelgerät korrekt installiert wurde und alle technischen Voraussetzungen erfüllt.
OQ (Operational Qualification) stellt sicher, dass das Gerät innerhalb definierter Parameter zuverlässig funktioniert, also die Sollwerte für Temperatur, Druck und Zeit erreicht und hält.
PQ (Performance Qualification) weist nach, dass der gesamte Siegelprozess im realen Arbeitsablauf reproduzierbar sichere Siegelnähte erzeugt.
Durch diese Überwachung und Dokumentation lässt sich jederzeit belegen, dass die Siegelnähte den normativen Anforderungen entsprechen und damit eine nachweisbar sichere, stabile und dichte Verpackung der Sterilgüter gewährleistet ist.
Typische Siegelparameter hängen immer vom verwendeten Verpackungsmaterial und vom jeweiligen Siegelgerät ab, da unterschiedliche Folien- und Papierqualitäten verschiedene Anforderungen an Temperatur, Druck und Zeit stellen. Grundsätzlich gilt: Die Parameter müssen so eingestellt sein, dass eine ausreichende Siegelnahtfestigkeit erreicht wird, ohne das Material thermisch oder mechanisch zu schädigen.
In der Praxis bewegen sich die Temperaturen vieler medizinischer Siegelgeräte häufig im Bereich von ca. 170–190 °C, während Druck und Siegelzeit je nach Gerätetyp variieren. Durchlaufsiegelgeräte arbeiten mit konstanter Temperatur und Transportgeschwindigkeit, während Impulssiegelgeräte über eine definierte Schweißzeit regeln.
Die exakten Einstellungen werden nicht pauschal vorgegeben, sondern im Rahmen der Validierung (IQ/OQ/PQ) festgelegt und dokumentiert. Dabei wird überprüft, welche Parameterkombination für das verwendete Material eine stabile, normkonforme und reproduzierbare Siegelnaht erzeugt. Entscheidend ist daher nicht ein bestimmter Zahlenwert, sondern die Prozesskonstanz und die nachweisbare Eignung der Parameter für das jeweilige Verpackungssystem.
Für die Sterilgutverpackung in der Instrumentenaufbereitung eignen sich ausschließlich freigegebene und normgerechte Verpackungsmaterialien, die speziell für die Dampfsterilisation entwickelt wurden. Dazu gehören insbesondere Sterilisationsfolien und -papiere, Klarsichtbeutel sowie Sterilisationsschläuche bzw. -rollen, die den Anforderungen der DIN EN ISO 11607 und der EN 868-Reihe entsprechen.
Diese Materialien bestehen aus geeigneten Folien- und Papierverbunden, die einerseits die notwendige Barrierewirkung gegen Keime gewährleisten und andererseits den Dampf während der Sterilisation sicher ein- und wieder austreten lassen. Nur geprüfte und freigegebene Originalmaterialien erfüllen diese Anforderungen zuverlässig.
Wichtig ist zudem, ausschließlich Originalverpackungen mit Chargenkennzeichnung zu verwenden. Die Chargenangabe ermöglicht eine eindeutige Rückverfolgbarkeit und ist Voraussetzung für eine korrekte Dokumentation im Rahmen der Qualitätssicherung. Durch Materialchargen, die eindeutig geprüft und zertifiziert sind, lässt sich sicherstellen, dass jede Verpackung die geforderte Stabilität, Reißfestigkeit und Sterilbarriereleistung aufweist.
Zusammengefasst: Geeignet sind normgerechte Sterilisationsfolien, Papiere, Beutel und Rollen, die speziell für die medizinische Sterilisation bestimmt sind – und ausschließlich in Originalqualität mit nachvollziehbarer Chargenkennzeichnung eingesetzt werden dürfen.
Die Prüfung der Siegelnahtqualität im Alltag erfolgt über mehrere praktische und normgerechte Kontrollschritte, die sicherstellen, dass jede Verpackung eine stabile und dichte Sterilbarriere bildet. Im Routinebetrieb beginnt dies mit der visuellen Kontrolle jeder einzelnen Siegelnaht: Die Naht muss gleichmäßig, durchgehend und porenfrei sein, ohne Unterbrechungen, Falten oder verbrannte Stellen. Abweichungen wie Schatten, Ausfransungen oder unregelmäßige Strukturen können Hinweise auf fehlerhafte Siegelparameter oder Materialprobleme sein.
Ergänzend werden im Rahmen des Prüfplans regelmäßig Peel-Tests durchgeführt. Dabei wird die Siegelnaht kontrolliert aufgerissen, um zu beurteilen, ob sich Folie und Papier sauber trennen, ohne dass das Material reißt oder Fasern herausgerissen werden. Der Peel-Test zeigt, ob die Verbindung stabil genug ist, aber dennoch kontrolliert geöffnet werden kann, wie es bei der Anwendung im sterilen Bereich erforderlich ist.
Darüber hinaus gehören regelmäßige Festigkeitsprüfungen (z. B. mit standardisierten Teststreifen oder Zugprüfgeräten) zur Qualitätssicherung. Diese Tests stellen sicher, dass die Siegelnähte die geforderte Festigkeit erreichen und die Verpackung während Lagerung, Transport und Handling nicht ungewollt aufreißt.
Alle Prüfergebnisse müssen gemäß dem hausinternen Prüfplan dokumentiert werden. Nur eine lückenlose Dokumentation ermöglicht den Nachweis eines konstant sicheren Siegelprozesses und erfüllt die Anforderungen der geltenden Normen und Richtlinien.
Eine korrekte Kennzeichnung von Sterilgutverpackungen ist essenziell für Rückverfolgbarkeit, Dokumentation und Patientensicherheit. Sie umfasst mehrere Pflichtangaben, die eindeutig, gut lesbar und abriebfest aufgebracht werden müssen. Dazu gehören in der Regel:
Sterilisationsdatum und Verfallsdatum Das Sterilisationsdatum dokumentiert den Zeitpunkt der Aufbereitung. Das Verfalls- oder Freigabedatum ergibt sich aus den hausintern festgelegten Lagerfristen für verpacktes Sterilgut.
Charge und Geräte-ID Jede Aufbereitungseinheit benötigt eine eindeutige Chargenkennzeichnung, über die sich der Sterilisationszyklus, das verwendete Gerät und ggf. beteiligte Mitarbeitende rückverfolgen lassen. Die Geräte-ID oder der Sterilisatorname darf ebenfalls nicht fehlen.
UDI/Barcode (falls gefordert) Bei bestimmten Medizinprodukten oder internen QM-Prozessen kann zusätzlich eine UDI (Unique Device Identification) oder ein maschinenlesbarer Barcode erforderlich sein, der eine lückenlose digitale Rückverfolgung ermöglicht.
Die Kennzeichnung erfolgt idealerweise direkt über die integrierte Druckfunktion moderner validierbarer Siegelgeräte, die die Angaben automatisch sauber und wischfest auf die Verpackung drucken. Alternativ können externe Etikettendrucker oder vorgedruckte, abriebfeste Etiketten genutzt werden. Wichtig ist, dass die Markierung beständig bleibt – auch während Lagerung, Transport und Handling – und keine Beschädigung der Sterilbarriere verursacht.
Die Einbindung eines Siegelgeräts in die Rückverfolgbarkeit ist ein wichtiger Bestandteil eines modernen, dokumentationssicheren Aufbereitungsprozesses. Validierbare Siegelgeräte verfügen heute in der Regel über digitale Schnittstellen wie USB oder LAN, über die alle relevanten Prozessparameter und Chargendaten automatisch an ein Dokumentations- oder Aufbereitungsmanagementsystem (DMS/AEMP-Software) übertragen werden können. Dadurch werden Temperatur, Druck, Zeit sowie Geräte- und Bedieninformationen lückenlos archiviert und mit dem jeweiligen Sterilgut verknüpft.
Zusätzlich lassen sich Barcodescanner oder integrierte Druck- und Scanmodule nutzen, um einzelne Beutel eindeutig mit der entsprechenden Sterilisationscharge zu koppeln. Dadurch entsteht eine direkte Verbindung zwischen Siegelprozess, Sterilisationszyklus und dem späteren Einsatz beim Patienten oder Fall. Beim Versiegeln kann der Mitarbeitende beispielsweise den Beutel, die Charge des Sterilisators und – je nach Workflow – sogar den Patientenfall scannen, sodass alle Datensätze automatisch miteinander verknüpft werden.
Auf diese Weise wird das Siegelgerät zu einem festen Bestandteil der digitalen Rückverfolgbarkeit: Jeder Schritt – vom Verpacken über das Versiegeln bis zur Sterilisation und späteren Anwendung – ist eindeutig nachweisbar. Das erhöht nicht nur die Patientensicherheit, sondern erfüllt auch die Anforderungen an eine revisionssichere, normkonforme Dokumentation.
Häufige Fehlerbilder beim Siegeln entstehen meist durch falsche Prozessparameter, ungeeignete Handhabung oder verunreinigtes Verpackungsmaterial. Typische Probleme sind:
Unterversiegelung Die Siegelnaht ist nicht vollständig verbunden, wirkt porös oder lässt sich zu leicht öffnen. Ursache sind meist zu niedrige Temperatur, zu kurzer Siegelzeit oder unzureichender Anpressdruck. Vermeidung: Siegelparameter prüfen, Validierungswerte einhalten, Gerät regelmäßig warten.
Überversiegelung Die Naht ist verbrannt, zu breit oder zeigt Materialschäden. Häufig entsteht dies durch zu hohe Temperatur oder zu langen Siegelkontakt. Vermeidung: Temperatur und Siegelzeit an die Materialanforderungen anpassen, Herstellervorgaben beachten.
„Schattennähte“ Unregelmäßige, fleckige oder inhomogene Nahtstrukturen, die auf mangelhafte Wärme- oder Druckverteilung hindeuten. Vermeidung: Anpressdruck prüfen, Transportgeschwindigkeit (bei Durchlaufsiegelgeräten) anpassen, Gerät rhythmisch und gleichmäßig bedienen.
Falten oder Knicke im Material Falten können dazu führen, dass die Naht nicht vollständig schließt und die Sterilbarriere unterbrochen wird. Vermeidung: Beutel sauber und glatt einlegen, bei Rollenmaterial die richtige Zuschnittlänge wählen, Materialspannung prüfen.
Verunreinigte oder feuchte Siegelflächen Rückstände wie Feuchtigkeit, Pulver, Instrumentenöl oder Reinigungsmittel verhindern eine stabile Verbindung. Vermeidung: Nur vollständig getrocknete Verpackungen verwenden, Arbeitsumgebung sauber halten, Folien und Papier nicht mit feuchten Händen oder kontaminierten Oberflächen in Kontakt bringen.
Die Breite der Siegelnaht ist ein wichtiger Qualitätsparameter, weil sie maßgeblich zur Stabilität und Dichtheit der Sterilbarriere beiträgt. In der praktischen Anwendung sollte die Siegelnaht mindestens etwa 6 mm breit sein – dieser Wert gilt als anerkannter Mindeststandard, kann jedoch je nach Gerätetyp, Material und Herstellervorgaben variieren. Viele moderne Siegelgeräte erzeugen sogar breitere Nähte, um zusätzliche Sicherheitsreserven zu schaffen.
Welche Siegelnahtbreite tatsächlich erforderlich ist, wird im Rahmen der Validierung festgelegt. Dabei wird geprüft und dokumentiert, welche Nahtbreite für das verwendete Verpackungsmaterial eine ausreichend hohe Festigkeit und normgerechte Barrierewirkung bietet. Entscheidend ist also nicht nur ein pauschaler Millimeterwert, sondern dass die erreichte Nahtbreite konstant, reproduzierbar und nachweislich geeignet ist.
Die Haltbarkeit von Sterilgut lässt sich nicht mit einem fixen Datum angeben, da sie von mehreren Faktoren abhängt. Entscheidend sind vor allem das Verpackungsmaterial, die Lagerbedingungen sowie das Handling des verpackten Sterilgutes. Grundsätzlich gilt: Solange die Verpackung unbeschädigt, trocken, sauber und intakt ist, bleibt der Sterilzustand erhalten – dennoch werden praxisbezogene Lagerfristen festgelegt, um Sicherheit und Nachvollziehbarkeit zu gewährleisten.
Eine saubere, trockene und staubarme Lagerung trägt erheblich dazu bei, die Haltbarkeit zu verlängern. Optimal sind geschlossene Schränke oder Regale in einem Bereich mit möglichst wenig Luftverwirbelung und ohne Feuchtigkeitseintrag. Ebenso wichtig ist ein schonender Umgang: Knicke, Quetschungen oder Abrieb an der Verpackung können die Sterilbarriere gefährden und die Haltbarkeit deutlich reduzieren.
Zur organisatorischen Absicherung empfiehlt sich das First-In-First-Out-Prinzip (FIFO). Dadurch wird sichergestellt, dass ältere Chargen zuerst verwendet werden und keine Verpackungen übermäßig lange lagern.
Ein Siegelgerät benötigt eine regelmäßige und fachgerechte Wartung, um dauerhaft sichere, reproduzierbare Siegelnähte zu gewährleisten. Dazu gehört in erster Linie die Reinigung der Andruckrollen und Heizelemente, da sich dort im Alltag Partikel, Fasern oder Folienrückstände ablagern können, die die Nahtqualität beeinträchtigen. Saubere Kontaktflächen sorgen für eine gleichmäßige Wärme- und Druckübertragung.
Ebenso wichtig ist die Prüfung und der rechtzeitige Austausch von Verschleißteilen – beispielsweise Rollen, Teflonbänder, Heizleisten oder Transportkomponenten. Abgenutzte oder beschädigte Bauteile können zu Schattennähten, unregelmäßigen Strukturen oder Fehlversiegelungen führen.
Ein zentraler Bestandteil der Wartung ist zudem die Kalibrierung der Temperaturfühler. Nur wenn das Gerät die tatsächliche Temperatur korrekt misst und regelt, kann eine sichere und validierbare Siegelnaht entstehen. Abweichungen in der Temperaturführung fallen häufig erst bei Prüfungen oder im Validierungsprozess auf, weshalb eine regelmäßige Kalibrierung zwingend erforderlich ist.
Alle Maßnahmen – ob Reinigung, Austausch von Teilen, Funktionsprüfungen oder Kalibrierungen – müssen protokolliert und im Rahmen der regelmäßigen Validierung dokumentiert werden. Dadurch bleibt der Nachweis erhalten, dass das Gerät jederzeit normkonform betrieben wird und den Anforderungen an einen sicheren, reproduzierbaren Siegelprozess entspricht.
Bei der Auswahl des richtigen Versiegelungsgerätes für eine Praxis oder Klinik müssen sowohl die technischen Anforderungen als auch die organisatorischen Rahmenbedingungen für die Aufbereitung berücksichtigt werden. Ein entscheidender Faktor ist die Leistung: Praxen mit einem großen Instrumentenaufkommen profitieren oft von Durchlaufsiegelgeräten, die einen schnellen und kontinuierlichen Arbeitsablauf ermöglichen. Für geringe bis mittlere Volumina können Impulssiegelgeräte bestens geeignet sein.
Auch die Materialmischung ist wichtig. Wenn häufig Beutel unterschiedlicher Größe oder Rollen verarbeitet werden, muss das Gerät flexibel und ergonomisch zu bedienen sein. Auch der Grad der Integration spielt eine wichtige Rolle: Moderne Geräte mit integrierter Druckfunktion, Barcode-Unterstützung und Computeranschluss (USB/LAN) erleichtern die Rückverfolgbarkeit und reduzieren manuelle Arbeitsschritte. Wer digitale Dokumentation einsetzt, muss eine nahtlose Anbindung an die Aufbereitungssoftware sicherstellen.
Auchder Platzbedarf und die räumliche Struktur des Aufbereitungsgerätes beeinflussen die Auswahl. Kompakte Impulsgeräte passen gut in kleine Sterilräume, während Durchlaufgeräte meist mehr Platz und eine optimierte Arbeitslogistik erfordern.
Ein weiterer Punkt sind die Validierungsanforderungen. Das Gerät muss einen stabilen und reproduzierbaren Prozess gewährleisten und in der Lage sein, alle notwendigen Parameter zu dokumentieren. Je höher die Anforderungen der Praxis oder Klinik sind - z.B. in Bezug auf Audits oder Qualitätsmanagementsysteme - desto wichtiger ist es, ein validierbares Gerät mit präziser Prozesssteuerung zu wählen.
Auch die Total Cost of Ownership (TCO ) sollten beachtet werden. Dazu gehören nicht nur der Anschaffungspreis, sondern auch laufende Kosten wie Wartung, Verbrauchsmaterial, Serviceverträge und mögliche Ausfallzeiten. Ein guter Service des Herstellers und die Verfügbarkeit von Technikern in der Region sind für einen störungsfreien Betrieb unerlässlich.
Requalifizierung bezeichnet die erneute Überprüfung eines bereits validierten Siegelprozesses, um sicherzustellen, dass er weiterhin stabil, reproduzierbar und innerhalb der definierten Toleranzen arbeitet. Sie ist ein fester Bestandteil der Qualitätssicherung gemäß DIN EN ISO 11607-2 und gehört zu jedem professionellen Aufbereitungsprozess.
Eine Requalifizierung wird immer dann fällig, wenn sich Rahmenbedingungen ändern, die Einfluss auf den Siegelprozess haben können. Typische Auslöser sind:
Materialänderungen Neue Beutel- oder Folienmaterialien, andere Hersteller oder Chargenwechsel, die relevante Unterschiede im Materialaufbau mit sich bringen.
Parameteranpassungen Wenn Temperatur, Druck oder Siegelzeit verändert werden müssen, z. B. aufgrund von Materialwechseln oder Optimierungen im Workflow.
Standortwechsel Ein Umzug des Geräts – selbst innerhalb der Praxis – kann durch Temperatur, Luftfeuchte oder mechanische Einflüsse Auswirkungen auf die Prozessstabilität haben.
Reparaturen oder technische Eingriffe Austausch von Heizelementen, Andruckrollen, Sensoren oder Elektronik erfordert zwingend eine Überprüfung der Prozessfähigkeit.
Periodische Requalifizierung laut QM-Plan Unabhängig von Änderungen wird die Requalifizierung in festgelegten Intervallen durchgeführt (z. B. jährlich), um nachzuweisen, dass der Prozess über die gesamte Nutzungszeit hinweg stabil bleibt.
Das Ziel der Requalifizierung ist immer gleich: nachzuweisen, dass der Siegelprozess weiterhin normkonform, validiert und sicher läuft, sodass jede Siegelnaht zuverlässig die Anforderungen an Festigkeit und Dichtheit erfüllt.